Niveau : Lien avec le programme :
Probabilités, loi normale, Théorème de Moivre-Laplace, intervalle de fluctuation asymptotique.
Lien avec Les maths au quotidien : Société. old
1 / 24
Dans notre monde moderne, « le contrôle qualité est une opération destinée à déterminer, avec des moyens appropriés, si un produit contrôlé (y compris un service, un document, un code informatique…) est conforme ou non à ses spécifications ou exigences préétablies, et incluant une décision d'acceptation, de rejet ou de retouche ».
Les cartes de contrôle ont été d'abord mentionnées par Walter Shewhart dans un document écrit alors qu'il travaillait aux Bell Labs en 1924. Il a ensuite décrit ses méthodes plus en détails dans un livre (1931). Les cartes de contrôle étaient à l'origine utilisées pour le contrôle de la qualité des biens de production. Le vocabulaire utilisé pour ces méthodes statistiques provient souvent de ce domaine d'application. Aujourd'hui, ces approches sont appliquées dans de nombreux autres domaines, comme les services, les ressources humaines ou les ventes.
Étudions le principe d’une carte de contrôle au travers d’une situation :
Dans le domaine industriel, lorsqu’une machine (ou un groupe de machines) usine des pièces, elle se dérègle progressivement, ce qui entraine une augmentation du taux de pièces défectueuses à la sortie de la chaine de fabrication. Il se peut aussi que l’amélioration des savoir-faire entraine une diminution de ce taux. Aussi surveille-t-on la qualité des pièces produites, en procédant à des prises régulières d’échantillons de n pièces (taille identique pour tous), en cours de fabrication.
Ici, nous nous intéressons à la proportion de pièces défectueuses dans la production. Lorsque la machine est réglée, on sait par expérience qu’elle produit une proportion p de pièces défectueuses. Le processus de production, qui varie alors uniquement de façon aléatoire (fluctuations d’échantillonnage), est dit sous contrôle statistique.
Au vu des échantillons :
- Comment décider si la machine doit être réglée ou non ?
- Comment décider si une amélioration sur la machine a diminué significativement le taux de pièces défectueuses ?
Voici le principe de la carte \( p \) de contrôle aux attributs…
Soit \( X_n \) la variable aléatoire comptant le nombre de pièces défectueuses dans un échantillon de taille \( n \) et \( F_n = \frac{X_n}{n} \) la variable aléatoire fréquence associée.
On rappelle que la machine produit une proportion \( p \) de pièces défectueueses.
1. La loi de \( X_n \) est de paramètres et .
2. Lorsque \( n \) est « grand », on approcher la loi de la variable par la loi :
3. Les conditions habituelles pour faire l’approximation précédentes sont :
4. Soit \( a \) un réel positif. \( \frac{X_n-np}{\sqrt{np(1-p)}} \)appartien à \( [-a ; a] \) est équivalent à :
5. Une valeur approchée à 10-3 près de la probabilité que :
\( F_n \) appartienne à l’intervalle \( [ p - \frac{\sqrt{p(1-p)}}{\sqrt{n}} ; p + \frac{\sqrt{p(1-p)}}{\sqrt{n}} ]\)
est
6. Une valeur approchée à 10-3 près de la probabilité que :
\( F_n \) appartienne à l’intervalle \( [ p - 2\frac{\sqrt{p(1-p)}}{\sqrt{n}} ; p + 2\frac{\sqrt{p(1-p)}}{\sqrt{n}} ]\)
est
7. Une valeur approchée à 10-3 près de la probabilité que :
\( F_n \) appartienne à l’intervalle \( [ p - 3\frac{\sqrt{p(1-p)}}{\sqrt{n}} ; p + 3\frac{\sqrt{p(1-p)}}{\sqrt{n}} ]\)
est
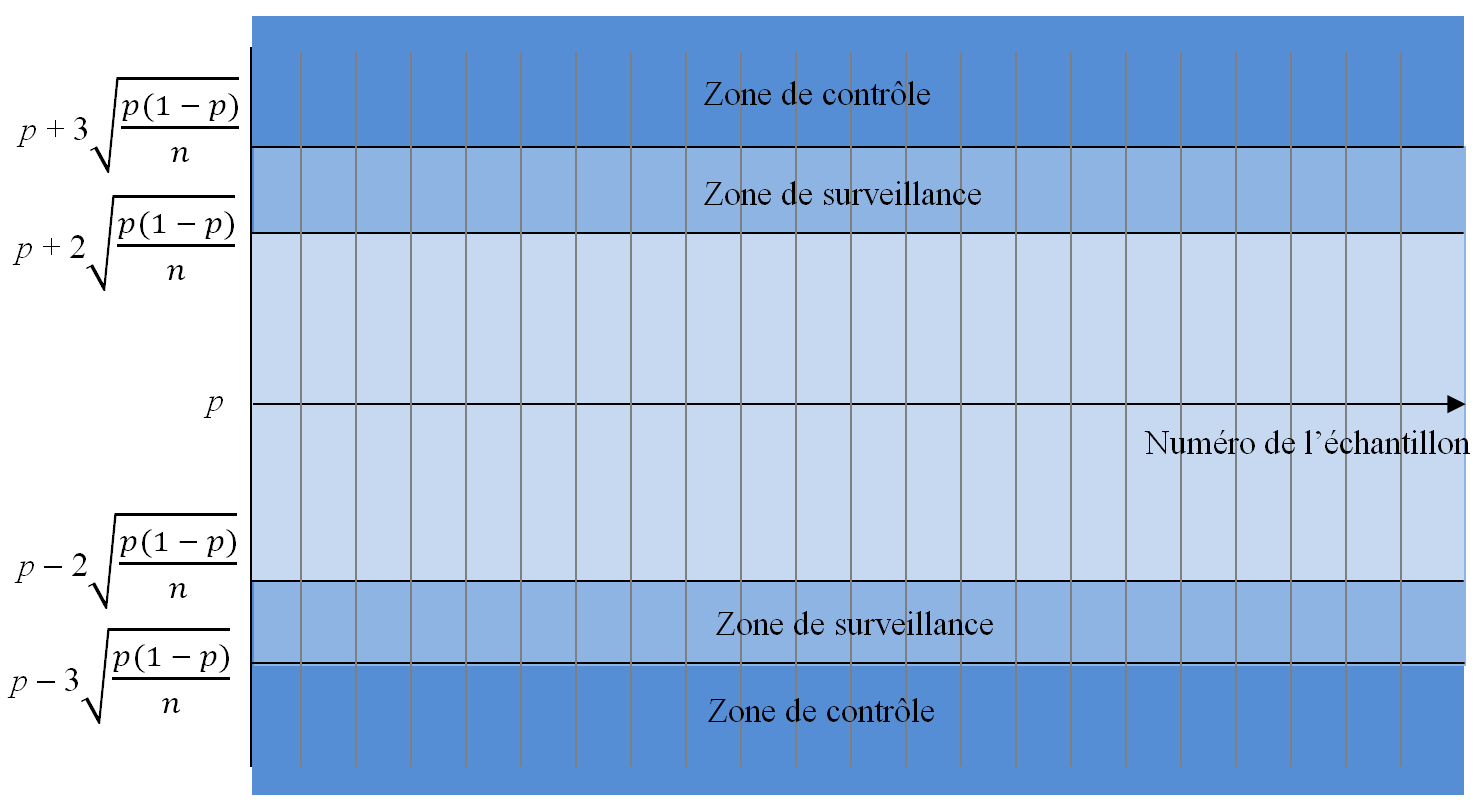
Voici comment se présente la plupart des cartes \( p \) :
\( p - 3\frac{\sqrt{p(1-p)}}{\sqrt{n}} \) et \( p + 3\frac{\sqrt{p(1-p)}}{\sqrt{n}} \) sont nommées respectivement limite de contrôle inférieure (LCI) et limite de contrôle supérieure (LCS)de la carte.
\( p - 2\frac{\sqrt{p(1-p)}}{\sqrt{n}} \) et \( p + 2\frac{\sqrt{p(1-p)}}{\sqrt{n}} \) sont nommées respectivement limite de surveillance inférieure (LSI) et limite de surveillance supérieure (LSS) de la carte.
Pour chaque échantillon de \( n \) pièces, on note la fréquence \( f \) de pièces défectueuses.
On place sur la carte le point d’ordonnée \( f \) ayant pour abscisse le numéro de l’échantillon contrôlé (ou l’heure et le jour de prélèvement).
On obtient un nuage de points qui rend compte du suivi des contrôles.
1er cas : la valeur de \( f \) est entre LSI et LSS. Le processus produit des pièces conformes.
2e cas : la valeur de \( f \) est entre LCI et LSI ou entre LSS et LCS. On reprend alors un échantillon pour confirmer si oui ou non le processus a changé. Si cela se confirme, il faut envisager un réglage (trop de défauts) ou une étude des causes du faible taux de défauts. Sinon on poursuit le processus.
3e cas : la valeur de \( f \) est inférieure à LCI ou supérieure à LCS. Le processus est hors contrôle : un réglage s’impose si \( f \) est supérieure à LCS, et on réalise une étude de la réduction du taux de défauts sur le lot concerné si \( f \) est inférieure à LCI.
L'entreprise CHTARNAK produit des vases ressemblant à des vases artisanaux. Quand elle est réglée au mieux, la chaine de production produit habituellement 8 % de vases qui ont un petit défaut à corriger à la main.
On souhaite savoir si cette machine est encore réglée au mieux ou si elle doit être à nouveau réglée.
Pour cela, un technicien contrôle 90 objets prélevés au hasard sur la chaine de production (la production est suffisamment grande pour que ce choix soit assimilé à un tirage avec remise).
Il a ainsi obtenu 12 vases non conformes. Il note le résultat de la fréquence sur sa carte de contrôle.
L'entreprise CHTARNAK produit des vases ressemblant à des vases artisanaux. Quand elle est réglée au mieux, la chaine de production produit habituellement 8 % de vases qui ont un petit défaut à corriger à la main.
On souhaite savoir si cette machine est encore réglée au mieux ou si elle doit être à nouveau réglée.
Pour cela, un technicien contrôle 90 objets prélevés au hasard sur la chaine de production (la production est suffisamment grande pour que ce choix soit assimilé à un tirage avec remise).
Il a ainsi obtenu 12 vases non conformes. Il note le résultat de la fréquence sur sa carte de contrôle.
La fréquence \( f \) d’objets ayant un défaut dans l’échantillon est, à 10-3 près :
L'entreprise CHTARNAK produit des vases ressemblant à des vases artisanaux. Quand elle est réglée au mieux, la chaine de production produit habituellement 8 % de vases qui ont un petit défaut à corriger à la main.
On souhaite savoir si cette machine est encore réglée au mieux ou si elle doit être à nouveau réglée.
Pour cela, un technicien contrôle 90 objets prélevés au hasard sur la chaine de production (la production est suffisamment grande pour que ce choix soit assimilé à un tirage avec remise).
Il a ainsi obtenu 12 vases non conformes. Il note le résultat de la fréquence sur sa carte de contrôle.
La limite supérieure de surveillance est, à 10-3 près par excès :
L'entreprise CHTARNAK produit des vases ressemblant à des vases artisanaux. Quand elle est réglée au mieux, la chaine de production produit habituellement 8 % de vases qui ont un petit défaut à corriger à la main.
On souhaite savoir si cette machine est encore réglée au mieux ou si elle doit être à nouveau réglée.
Pour cela, un technicien contrôle 90 objets prélevés au hasard sur la chaine de production (la production est suffisamment grande pour que ce choix soit assimilé à un tirage avec remise).
Il a ainsi obtenu 12 vases non conformes. Il note le résultat de la fréquence sur sa carte de contrôle.
La limite supérieure de contrôle est, à 10-3 près par excès :
La décision du technicien va être :
La plupart des logiciels de SPC (Statistical Process Control) intègre d’autres règles afin d’alerter sur d’éventuelles changements dans le processus. Ce sont les Western Electric rules. Elles utilisent une carte de contrôle avec une zone supplémentaire :
On retrouve nos intervalles « à un, deux ou trois sigmas ».
Voici ces règles : 9 points du même côté de la droite centrale (d’équation \( y = p \)).
Si ce test est positif, la proportion p du processus a probablement changé (déréglage ou amélioration).
6 points de suite croissants ou décroissants.
Ce test signale une dérive dans le processus. Souvent, ce décalage est le résultat de l'usure de l'outil, de la détérioration de la maintenance, de l'amélioration du savoir-faire....
14 points de suite, montant et descendant alternativement.
Si ce test est positif, il indique que deux causes systématiques produisent des résultats différents, l'une après l'autre. Par exemple, on peut faire appel alternativement à deux fournisseurs, ou surveiller la qualité de deux décalages différents (s'alternant).
2 points sur 3 consécutifs dans la Zone C ou D.
Ce test fournit un "avertissement précoce" de la dérive d'un processus. Notez que la probabilité de fausse alarme (le test est positif mais le processus est sous contrôle) de ce test pour les cartes X-barre est d'environ 2%.
4 points sur 5 consécutifs dans la Zone B, C ou D.
Comme le test précédent, ce test peut être appréhendé comme un "indicateur d'avertissement précoce" d'un éventuel décalage du processus. Le risque de seconde espèce pour ce test est également de l'ordre de 2%.
15 points de suite dans la Zone A.
Ce test indique une plus petite dispersion que prévue (sur la base des limites de contrôle courantes).
8 points de suite dans la Zone B, C ou D, d'un côté ou l'autre de la droite centrale (sans points dans la Zone A).
Ce test indique que différents échantillons sont affectés par différents facteurs, produisant une distribution bimodale des moyennes. Ce peut être le cas, par exemple, si différents échantillons sont produits par l'une des deux machines utilisées pour la production, la première produisant une proportion de pièces non conformes au-dessus de p, et l'autre en dessous.
À noter qu’il existe un autre type important de cartes de contrôle, les cartes aux mesures… comme le contrôle d’une taille, d’une masse, d’une température, d’une pression....
 Niveau :
Niveau : 
